- 咨询热线
- 18830241523
为确保工程外观及内在质量,彻底解决浆砌工程厚度不足、砂浆不饱满等比较突出的问题,昌铜项目按照标准化建设要求,在奉铜(奉新至铜鼓)高速公路的施工过程中,对小型构件预制实行标准化建设,将全线流水槽模具进行集中预制,将浆砌护坡、水沟更改为混凝土预制块护坡、水沟。根据工程所需混凝土预制块数量集中预制,实行工厂规模化生产。
1、合理规划小型构件预制厂站
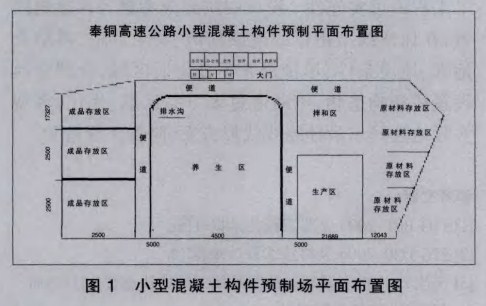
在实行小型构件预制标准化建设中,昌铜项目办根据所需预制块工程量,规划预制场地,按生产车间的标准和要求进行布局和建设。对预制场地和进出场道路采用混凝土进行硬化处理,合理设置排水系统,合理划分预制厂功能分区,并设置标志牌,分为混凝土拌和区、预制区、钢筋加工区、模具清洗区、养生区和成品堆放区。如图1
2、加工统一预制模具:模具采用高强度钢模板,按照小型预制构件设计尺寸及要求,由厂家制作各种类型尺寸的钢模具,制作完毕以后用此钢模具生产流水槽等预制构件。
3、施工工艺标准化
奉铜项目路基防护工程、排水工程采用先预制后安装的施工方案。通过多次对比试验,总结出标准施工工艺,已经具备正式生产条件。流水槽、边沟盖板、拱形、人字形护坡、弧形边沟预制等小型预制件外观质量达到了“光洁如玉、手感光滑”的效果。
3.1弧形 边沟、拱型、人字型护坡、六菱块预制生产
3.1.1配合比调试为使边拱型或人字型护坡预制块外观质量达到细腻、如玉的效果,试验室经过近10次的试验,通过掺加粉煤灰、调整水灰比、砂率、搅拌时间、浇筑工艺及振捣时间等措施,比较构件拆模后的效果,最终确定配合比。六菱块C20混凝土配合为,水泥:粉煤灰:砂:碎石:水=323:57:586:1244:190;弧形边沟、拱型或人字型护坡C25混凝土配合比为,水泥:粉煤灰:砂:碎石:水=362:40:580: 1233: 185,坍落度为30mm~50mm。
3.1.2 施工工艺
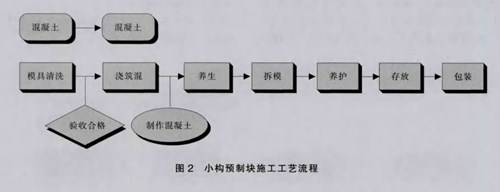
(1)工艺流程,小构预制块施工工艺流程,见图2。
(2)施工操作要点
①分池清理流水槽模具
新流水槽模具在没有使用前首先用洗衣粉清洗,使用过的流水槽模具首先用高压水枪清理模板内的混凝土渣物,然后在稀释盐酸水中浸泡,清洗时戴防护手套。最后放在清水中清洗干净晾干,以备待用。
②定型制作高强钢丝
为确保拱型或人字型预制块质量,增设3.5mm高强钢丝网架或双层铁丝网,先调直钢丝,按照图纸设计尺寸,对钢丝进行弯制和末端弯钩,放人模具内,采用扎丝绑扎。
③振动台振捣浇筑混凝土
混凝土振捣采用自制的振动平台,流水槽模具清理干净后,放置在振动平台上人工铲入部分混凝土入模进行振捣,待初平后放人高强钢丝网或铁丝网,若放入直径3.5mm高强钢丝网架,则应放置在预制块的中部;若放置双层铁丝网,则放置在预制块的1/3和2/3高度处,铺平网后,人工铲人混凝土,直至达到设计厚度,开动振捣器进行振捣使之形成密实、均匀的整体。混凝土振捣密实的标志是混凝土停止下沉、无气泡、泛浆、表面平坦。为了保证混凝土表面光滑、无气泡,严格掌握振动时间120s,在振动台上安装时间继电器和秒表来控制振捣时间。振捣好的预制块,用手推车运至养生区,混凝土外露面在初凝前采用木抹收面,2h~3h后用土工布进行养生,在终凝前不得受到振动。在模具上贴胶带,防止振动时混凝土浆污染流水槽模具清理困难。
④定时喷淋养生
为保证养生效果及减少人工消耗,养生区内设计了自动喷淋系统,配置2名专职养生人员。喷淋系统一端连接水池,设置增压泵,保证出水压力,另一头根据场地大小设置多个自动喷淋接头,通过旋转喷淋达到混凝土养护效果。根据气温情况,喷淋间歇时间为1h~2h,采用电铃提醒控制。小型预制构件运至养生区后用养生布进行覆盖,专人负责进行养生。
⑤脱模架拆模
混凝土浇筑后根据天气在24h~48h后方可脱模,脱模时采用专用脱模架,要轻搬轻放,防止发生碰撞出现缺棱掉角等现象。脱模后继续用养生布覆盖保湿养生,达到设计强度后方可停止养生。
⑥木板包裹运输
养生期结束达到实际强度后方可出厂,进行搬运时用木板包裹,防止在搬运时混凝土流水槽构件磕碰造成损坏。
⑦分区存放成品构件
流水槽预制构件集中存放,对不同型号、不同尺寸进行不同的存放,存放地必须平整、坚实。


